.png)

ДЕРЖАВНА МИТНА СЛУЖБА УКРАЇНИ
| 14.07.10 | N 29/1-10.2/3002-ЕП |
|---|
| Начальникам регiональних митниць, митниць |
Вiдповiдно до вимог наказу
Держмитслужби України вiд 14.01.2009 N 19 щодо
обмiну iнформацiєю, визначальною для класифiкацiї
та iдентифiкацiї товарiв, надаємо для використання
в роботi розробленi спецiалiстами Управлiння
методичнi рекомендацiї "Характернi ознаки та
методи iдентифiкацiї вiдходiв металургiйного
виробництва чорних металiв" (додаток).
Додаток: методичнi рекомендацiї "Характернi ознаки та методи iдентифiкацiї вiдходiв металургiйного виробництва чорних металiв" на 15 арк.
| Начальник Управлiння | О.О.Федоров |
| Додаток |
МЕТОДИЧНI РЕКОМЕНДАЦIЇ
Характернi ознаки та методи iдентифiкацiї вiдходiв
металургiйного виробництва чорних металiв
Вступ
Цi методичнi рекомендацiї розробленi для забезпечення єдиного та послiдовного пiдходу при дослiдженнях та iдентифiкацiї вiдходiв металургiйного виробництва чорних металiв.
1. Загальнi положення
1.1 Мета розробки методичних рекомендацiй
З метою попередження експорту залишкiв чорних металiв i їх сплавiв з легованої сталi (скрапу), товарної позицiї 7204 УКТЗЕД, якi пiдпадають пiд дiю ст. 9 Закону України "Про металобрухт", пiд виглядом шлаку - вiдходiв металургiйного виробництва чорних металiв товарної позицiї 2619 УКТЗЕД; з метою попередження експорту шихтових зливкiв пiд виглядом сортових зливкiв з легованої сталi, надаємо методичнi рекомендацiї щодо iдентифiкацiї зазначених товарiв.
Основною метою дослiдження проб i зразкiв товарiв є iдентифiкацiя товару та встановлення вiдповiдностi визначених показникiв (параметрiв) тим, що заявленi в документацiї для митного оформлення товару.
1.2 Призначення. Сфера застосування
Методичнi рекомендацiї призначенi для використання в роботi пiдроздiлiв митних органiв та експертних пiдроздiлiв Центрального митного управлiння лабораторних дослiджень та експертної роботи.
В методичних рекомендацiях описано основнi характеристики та методи iдентифiкацiї вiдходiв металургiйного виробництва чорних металiв, а саме, шлаку та скрапу.
1.3 Термiни та визначення
Шлак, дрос - металургiйний розплав (пiсля твердiння - склоподiбна або кам'янистоподiбна речовина), що зазвичай покриває поверхню рiдкого металу при металургiйних процесах - плавцi сировини, обробцi розплавлених промiжних продуктiв i рафiнуваннi металiв.
Скрап - це зашлакований метал, що утворюється пiд час випуску, транспортування, розливання сталi, i являє собою спеченi, зашлакованi, покритi окалиною дрiбнi стальнi частки, що розлiтаються пiд час випуску сталi, або сталь, що розлилась на пiдлогу пiд час транспортування та розливання у виливницi чи налипла на стiнки та дно ковша пiд час її розливання. Часто за зовнiшнiм виглядом майже не вiдрiзняється вiд шлаку, але в основi своїй мiстить металеву складову.
Зливок - це метал що затвердiв пiд час остигання у виливницi (русск. изложница) та призначений для подальшої деформацiйної обробки або переплаву. Зливки не вiдливають у землянi форми, тому якiсть поверхнi у них завжди висока.
Шихтовi зливки - вироби, грубо вiдлитi у формi зливкiв без прибуткової або утеплювальної надставки (живильника) або у формi чушок, що мають явнi дефекти поверхнi та не вiдповiдають хiмiчному складу дзеркального чавуну, переробного чавуну або феросплавiв.
Зливки з легованої сталi (сортовi) - є первинними продуктами, в якi вiдливаються метали пiсля їхнього виробництва за допомогою одного з процесiв, описаних у загальних Положеннях до групи 72 УКТЗЕД.
Первинними чорними металами вважаються метали (чавун, сталь, феросплави), якi отриманi виплавкою в доменних та сталеплавильних печах. Основною сировиною для їх виплавки є залiзна руда. Значення слiв "первиннi чорнi метали" не можна ототожнювати з виразом "первиннi форми".
Первинними формами вважаються вироби: зливки, чушки, криця в болванках, кусках, брусках та пакетах.
Руда (рос. руда, англ. ore) - природна мiнеральна сировина, що мiстить метали та їх сполуки у таких кiлькостях та у такому виглядi, якi забезпечують технологiчнi можливостi та економiчну доцiльнiсть для їх промислового використання. Iнодi рудами називають також деякi види неметалевої сировини, наприклад, азбестова, баритова, графiтова, сiрчана, п'єзокварц, флюорит та iншi. Згiдно УКТЗЕД у товарних позицiях 2601 - 2617 термiн "руди" означає мiнерали, що фактично використовуються в металургiйнiй промисловостi для видобування ртутi, металiв товарної позицiї 2844 або металiв роздiлу XIV чи XV, навiть якщо вони призначенi для неметалургiйних цiлей.
Флюси - речовини, якi забезпечують взаємодiю/сплавлення пустої породи руди, шкiдливих домiшок, золи палива, тощо в вiдносно легкоплавкi шлаки. При виплавцi чавуну в якостi флюсу використовують вапняк (СаСО3, iнодi разом з MgCO3), а при виплавцi сталi - вапняк, вапно, боксит, плавиковий шпат (СаF2) та iншi.
Зола - пилоподiбний або шлакоподiбний залишок, що утворюється з мiнеральної частини палива, коли воно повнiстю згорає. Складається з продуктiв окиснення i випалення золотвiрних компонентiв мiнеральної частини i органiчних сполук палива i деякої кiлькостi невигорiлих його органiчних компонентiв (недопал).
Футеровка - захисне внутрiшнє облицювання печей, топок, труб, теплових агрегатiв тощо. Розрiзняють футеровку вогнетривку, хiмiчно-стiйку, теплоiзоляцiйну тощо.
2. Характеристика вiдходiв металургiйного виробництва чорних металiв
2.1 Шлаки: спосiб утворення та характернi ознаки
Металургiйнi шлаки утворюються пiд час виплавки металiв. Вони є продуктом взаємодiї флюсiв iз сполуками нерозчинними або слаборозчинними у рiдкому металi, такими як пуста порода руди, зола палива, футеровка печi та iншi шкiдливi домiшки.
Таким чином, в розплавленому станi шлак являє собою багатокомпонентний неметалiчний розплав, який покриває собою пiд час плавильних процесiв поверхню рiдкого металу.
Густина шлаку (1,5 - 4 г/см3) набагато менша, нiж густина металу, внаслiдок чого вiн спливає на поверхню i покриває розплав в процесi металургiйної плавки.
Пiсля затвердiвання шлак має вигляд кам'янистоподiбної або скловидної речовини сiрих або чорних кольорiв, яка може мiстити краплевиднi включення металу.
Куски шлаку завжди мають довiльну форму, їх поверхня покрита трiщинами та порами. Шлак механiчно не мiцний, крихкий, шматки колються на частини вiд механiчного удару. Поверхня сколу має матовий вiдтiнок, мiкрокристалiчну будову, металiчний блиск вiдсутнiй, поперечний перерiз - неметалевий. Характерними ознаками склоподiбного шлаку є порiвняно гладка поверхня сколу та помiтний блиск, що нагадує блиск скла. Чорний колiр шлаку обумовлений домiшками оксидiв залiза.
Зовнiшнiй вигляд шлаку показано на зображеннях 1-6.
 |
 |
| Зображення 1 Кам'янистоподiбнi куски шлаку. |
Зображення 2 Подрiбненi шматки шлаку. |
 |
 |
| Зображення 3 Кам'янистоподiбний кусок шлаку |
Зображення 4 Склоподiбний кусок шлаку |
 |
 |
| Зображення 5 Вiдколотий шматок шлаку. У шлаковiй масi спостерiгаються металевi включення та корольки. |
Зображення 6 Вiдколотий шматок шлаку. У шлаковiй масi спостерiгаються металевi включення та корольки. |
2.2 Скрап
Скрап - це зашлакованi вiдходи чорних металiв (зашлакований метал), що утворюється пiд час випускання iз плавильних агрегатiв, транспортування, розливання чавуну та сталi, i являє собою:
- спеченi, зашлакованi, покритi окалиною дрiбнi стальнi частки, що розлiтаються пiд час випуску сталi;
- сталь, що розлилась на пiдлогу пiд час транспортування та розливання у виливницi;
- сталь, що налипла на стiнки та дно ковша пiд час її розливання.
Часто за зовнiшнiм виглядом майже не вiдрiзняється вiд шлаку, але в основi своїй мiстить металеву складову.
Скрап може утворюватись у виглядi кускiв рiзних форм та розмiру. Вони коливаються в межах вiд шматкiв, якi можна тримати в однiй руцi, та до 2-3 тонних кускiв, якi отримують пiд час переробки шлакових вiдвалiв, розрiзаючи великi спеченi та сплавленi брили спецiальними рiзаками. Наявнiсть слiдiв рiзання електрозварювальними або iншими агрегатами на бокових поверхнях кускiв сталi є доказом того, що в транспортному засобi перевозяться вiдходи.
Зашлакованi вiдходи скрапу чорних металiв перевозять навалом.
Поверхня скрапу раковиста, має розгалудженi вирости та облiплена шлаком. Поперечний перерiз - металевий.
Скрап використовується як металургiйна сировина у процесi виплавляння чавуну та сталi, для виробництва чавунних i сталевих виливкiв та феросплавiв тощо.
Основним способом уникнення вiд правильного декларування такого товару було вивезення його пiд виглядом шлаку або штучно придуманих назв начебто якiсної, сортової металопродукцiї; наприклад, "первиннi зливки рiзної форми та конфiгурацiї", iншi первиннi форми сталi. Слiд зазначити, що зливки рiзної форми та конфiгурацiї металургiйною промисловiстю не випускаються; вони завжди мають строго визначену форму та розмiри.
Для маскування вiдходiв чорного металу використовується метод побiлки вапном. Такi дiї можуть пояснюватись бажанням порушникiв задекларувати метал пiд виглядом шлаку та надати товару однорiдний вигляд. Вапнування поверхнi перешкоджає вiзуальному контролю первинного вигляду вантажу. Для погiршення митного огляду вантажу в залiзничних вагонах вiдправники окрiм того покривають вантаж металевою сiткою та приварюють її до кускiв металу.
Експорт скрапу пiдпадає пiд дiю ст. 9 Закону України "Про металобрухт".
Зовнiшнiй вигляд скрапу показано на зображеннях 7-10.
 |
 |
| Зображення 7 Зразки, якi надiйшли як шлак. За зовнiшнiм виглядом не вiдрiзняються вiд кускiв шлаку. |
Зображення 8 Тi ж самi куски пiсля розрiзання, як можна побачити, повнiстю складаються з металу. |
 |
 |
| Зображення 9 Шматок скрапу корозiйностiйкої сталi побiлений вапном |
Зображення 10 Зовнiшнiй вигляд шматка скрапу очищеного вiд вапняного покриття. |
2.3 Шихтовi зливки
Шихтовi зливки - це вироби, грубо вiдлитi у формi зливкiв без прибуткової або утеплювальної надставки (живильника) або у формi чушок, що мають явнi дефекти поверхнi та не вiдповiдають хiмiчному складу дзеркального чавуну, переробного чавуну або феросплавiв.
Згiдно роз'яснення Мiнпромполiтики України (лист вiд 02.04.2007 N 14/5-3-554), шихтовi зливки з легованої сталi за кодом УКТЗЕД 7204 50 00 00 є металобрухтом.
Бiльша частина первинної сортової (марочної) сталi пiсля її виготовлення розливається у виливницi (мал. 1, зображення 11, 12). Поверхня бокiв та низу зливкiв, отриманих за допомогою виливниць, повинна бути рiвною та гладкою, не повинна мати окисних плiвок, залишкiв шлаку, пригару, формотворної сумiшi, пористостi та iнших включень.
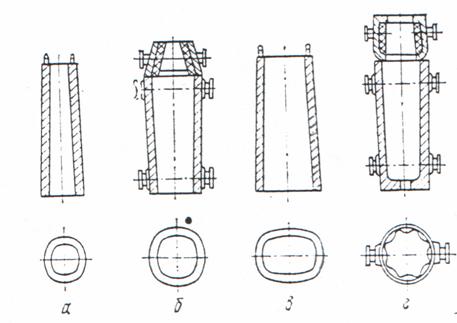
Мал. 1. Будова та форми виливниць.
а - квадратна виливниця з нормальним конусом; б - квадратна виливниця з оберненим конусом i з прибутковою надставкою; в - виливниця з нормальною конуснiстю для прокатних заготовок; г - багатокутова виливниця з прибутковою надставкою
 |
 |
| Зображення 11 Виливниця для киплячої сталi |
Зображення 12 Виливниця для спокiйної сталi |
Звичайно сортовi зливки з легованої сталi мають квадратний, прямокутний чи восьмикутний поперечний перерiз. У них правильна однорiдна поверхня i вони не мiстять дефектiв (зображення 13, 14). Такi зливки без попередньої обробки можуть пiддаватися прокатуванню або куванню, iнодi переробляються безпосередньо в прутки, листовий прокат та iншi кiнцевi вироби. Цi зливки повиннi вiдповiдати за своїми властивостями (хiмiчний склад, фiзико-механiчнi властивостi) наперед заданiй марцi сталi.
 |
 |
| Зображення 13 Зливки з киплячої сталi |
Зображення 14 Зливки зi спокiйної сталi |
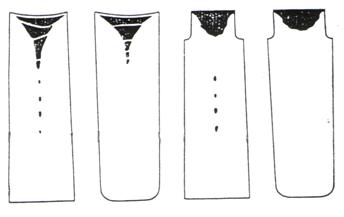
Пiд час кристалiзацiї об'єм сталi зменшується на 8-9%, що повнiстю проявляється пiд час розливки сталi - виникають усадочнi раковини, якi при незадовiльних умовах можуть займати до третини зливка. Вигляд усадочної раковини, яка виникає пiд час розливки сталi в зливки зверху подано на мал. 2.
 |
|||
| а | б | в | г |
Мал. 2. Поперечний перерiз зливкiв сталi.
а, б, в - неякiснi зливки (усадочна раковина глибока, всерединi зливку присутнi пустоти) - класифiкуються як шихтовi зливки.
Сталевi зливки можуть вiдливати у зношенi виливницi й iншi металевi або пiщанi (землянi) форми. Шихтовi зливки (зображення 15, 16, 17, 18) отримують розливанням сталi у пiщанi (землянi) форми. Найчастiше мають ванноподiбну або мископодiбну форми.
Як сировина для виготовлення шихтових зливкiв використовується брухт та вiдходи виробництва чорних металiв.
Шихтовi зливки мають шорстку нерiвну поверхню з раковинами, трiщинами, пустотами, вдавлюваннями, виходом, розтiканням металу поза межi форми. Верх зливкiв, через утворення усадочного жолоба, нерiвний. З боковою поверхнею зливкiв сталi, яка розливається у землянi форми, досить часто шматками спiкається (пригорає) формотворна пiщана сумiш (пригар). Для безпечного та зручного проведення навантажувальних робiт в шихтовi зливки пiд час охолодження та кристалiзацiї сталi встановлюються сталевi петлi.
Через низьку ливарну якiсть форма, вага, розмiри шихтових зливкiв не постiйнi, навiть в однiй партiї металопродукцiї.
В подальших процесах металургiйної переробки вищезазначенi шихтовi зливки використовуються як добавка пiд час виплавки марочної сталi.
Основнi ознаки вiдмiнностей зливкiв сортової сталi вiд шихтових зливкiв узагальненi в Таблицi N 1.
Таблиця N 1.
| N за/п |
Найменування ознак | Зливки з сортової сталi | Шихтовi зливки |
| 1 | Використовувана сировина | Чавун, брухт, феросплави | Брухт та вiдходи |
| 2 | Технологiя отримання розплаву сталi | Конверторний та подовий процеси отримання сталi з жорстким витримуванням норм щодо хiмiчного складу зливкiв | Переплавляння вiдходiв та брухту у металургiйних печах з приблизним коригуванням або нi хiмiчного складу зливкiв |
| 3 | Використовуванi форми для розливу сталi | Виливницi | Землянi (пiщанi), металевi форми (мульди), зношенi виливницi (б/у) |
| 4 | Дефекти поверхнi | Поверхня рiвна, бездефектна | Шорстка, нерiвна, вкрита пригаром, оксидною плiвкою та шлаками, з трiщинами та металом який розплився, витiк за межi форми. |
| 5 | Зовнiшня форма зливкiв | Повторює форму виливницi | Ванноподiбна, мископодiбна пiрамiдоподiбна, у виглядi брускiв |
| 6 | Призначення зливку | Механiчна переробка куванням та прокатуванням для виготовлення напiвфабрикатiв, прокату та виробiв. | Як сировина для виплавки марочної сталi |
 |
 |
| Зображення 15 Шихтовi зливки з високолегованої, корозiйностiйкої, нержавiючої сталi |
Зображення 16 Шихтовi зливки з високолегованої, корозiйностiйкої, нержавiючої сталi мископодiбної та пiрамiдоподiбної форми |
 |
 |
| Зображення 17 Шихтовi зливки з високолегованої, корозiйностiйкої, нержавiючої сталi. Видно сталевi петлi та непостiйнiсть форми зливкiв |
Зображення 18 Шихтовi зливки з високолегованої, корозiйностiйкої, нержавiючої сталi мископодiбної форми |
3. Методи iдентифiкацiї
При iдентифiкацiї вiдходiв ливарного виробництва слiд вiдрiзняти шлак вiд скрапу, зливки з марочної сталi вiд шихтових зливкiв.
Виготовлення якiсних зливкiв зi сталi описується в Загальних положеннях до Групи 72 УКТЗЕД. Якiснi зливки з чавуну та сортової сталi класифiкуються у товарних позицiях 7201, 7206, 7218, 7224. Шихтовi зливки класифiкуються в товарнiй позицiї 7204. Основнi ознаки вiдмiнностей зливкiв сортової сталi вiд шихтових зливкiв узагальненi в Таблицi N 1.
Скрап, як правило, має на поверхнi шар шлакоподiбного покриття, його важко вiдрiзнити за зовнiшнiм виглядом вiд шлаку. Iнодi власники вантажу маскують поверхню металу пiщано-вапняковими матерiалами.
Для iдентифiкацiї товару також важливими є вмiст металу у вiльному станi, а також вмiст неметалевої складової, тобто оксидiв, сульфiдiв, тощо.
Iснує низка способiв, щоб вiдрiзнити шлак вiд скрапу:
а) випробування на ударнi навантаження та розрiзання дослiджуваних зразкiв з метою виявлення металу.
Шлак крихкий i розбивається вiд удару молотка. Що ж стосується скрапу - при ударi молотком вiдбиваються налиплi частки шлаку та вапнякових матерiалiв. Процес сколювання здiйснюють до появи металу. При шлiфуваннi або розрiзаннi скрапу поверхня перетину має металiчний блиск.
б) визначення густини матерiалу
Згiдно енциклопедичних даних густина шлаку знаходиться в межах (1,5-4) г/см3. Якщо визначена густина не виходить за зазначенi межi, вiдходи вiдносяться до шлаку. Густину дослiджуваних зразкiв визначають методом витiснення рiдини або об'ємним методом, згiдно якого визначають спiввiдношення маси зразка до об'єму витiсненої ним рiдини.
Густина матерiалу визначається за формулою:
r = m / V
Для визначення об'єму речовини методом витiснення рiдини береться мiрний посуд (цилiндр) об'ємом, в залежностi вiд розмiрiв кускiв речовини, який попередньо наповнюється водою приблизно на 1/3 або 1/2 та зважується за допомогою ваг. Вiдмiчається значення об'єму води у цилiндрi. Пiсля цього в цилiндр занурюється один або кiлька частин (кускiв) речовини. Цилiндр кiлька разiв легко струшується для виведення на поверхню повiтряних бульбашок, якi можуть затримуватись в зовнiшнiх порах кускiв речовини, зважується, вiдмiчається нове значення об'єму води у цилiндрi.
За допомогою вiднiмання значень маси та об'єму пiсля занурення та до занурення кускiв речовини розраховуються значення маси та об'єму речовини. За допомогою отриманих значень згiдно наведеної вище формули вираховується густина речовини.
в) подрiбнення з допомогою дробарки або ударного пресу для вiдокремлення металевої та неметалевої складової. Ця операцiя дозволяє оцiнити сумарний масовий вмiст металу в незв'язаному станi. Ця оцiнка є приблизною, оскiльки дрiбнi металевi частки не вiддiляються вiд шлакової маси.
г) визначення хiмiчного складу рентгено-флюоресцентним чи атомно-емiсiйним методами аналiзу.
д) визначення металургiйного виходу металу.
Для точного визначення вмiсту металевої складової та окремих елементiв здiйснюють металургiйний переплав наданої на дослiдження проби. В результатi переплаву металевi частки сплавляються у виглядi королька, пiсля чого визначають масу металу та його хiмiчний склад.
З метою забезпечення повного, достовiрного та об'єктивного дослiдження зразкiв товарiв важливим є дотримання порядку вiдбору проб вiдходiв, який передбачає вiдбiр усередненої проби товару. З цiєю метою для використання в роботi пiдроздiлiв митних органiв та експертних пiдроздiлiв Центрального митного управлiння лабораторних дослiджень та експертної роботи були розробленi методичнi рекомендацiї "По вiдбору проб i зразкiв руд, концентратiв, вiдходiв металургiйного виробництва чорних та кольорових металiв" (2008 р.).
З метою уникнення негативного впливу на органiзм людини таких факторiв, як пилоутворення, механiчне потрапляння матерiалу вiдходiв металургiйного виробництва на вiдкритi дiлянки шкiри та в очi, необхiдно уживати заходiв з безпеки. Для цього пiд час роботи потрiбно користуватись засобами iндивiдуального захисту: рукавицями, захисними масками, захисними халатами тощо.
Висновки
Данi методичнi рекомендацiї мають за цiль допомогти в роботi пiдроздiлам митних органiв, експертним пiдроздiлам Управлiння.
Пiд час проведення митного огляду товару, що декларується як шлак, шлаковi вiдходи, шлаковi зливки i т. п. потрiбно перевiряти його на присутнiсть металу. Шари металу можуть виходити на поверхню куска вiдходiв, i тодi їх видно вiзуально, або бути прикритi шаром шлаку. В такому випадку проводиться експресний аналiз шляхом вiдколювання покриття або його збиванням до появи срiблястого блиску металу. Пiсля виявлення в такому товарi металу, в установленому порядку вiдбираються проби i направляються до експертної установи Держмитслужби України.
Куски чорних металiв, що нагадують собою зливки, та тi, що мають рiзнi розмiри та довiльну форму, з слiдами рiзання спецiальними агрегатами на бокових поверхнях, вiдносяться до вiдходiв металургiйного виробництва. Рiшення про митне оформлення експорту таких вантажiв треба приймати на пiдставi результатiв дослiджень отриманих вiд експертних пiдроздiлiв Держмитслужби та чинного законодавства в сферi експорту металiв.
Нормативнi посилання та лiтературнi джерела
1. ДСТУ 4121-2002 Метали чорнi ториннi. Загальнi технiчнi умови.
2. ДСТУ 3564-97 Шлаки металургiйного виробництва. Метод рентгено-флуоресцентного аналiзу.
3. ГОСТ 3476-74 Шлаки доменные и электротермофосфорные гранулированные для производства цементов.
4. Закон України "Про металобрухт" (Iз змiнами i доповненнями, внесеними Законами України вiд 16 листопада 2000 року N 2114-III, вiд 25 грудня 2002 року N 359-IV, вiд 4 листопада 2004 року N 2165-IV, вiд 19 сiчня 2006 року N 3370-IV, вiд 13 грудня 2006 року N 441-V (враховуючи змiни, внесенi Законом України вiд 31 травня 2007 року N 1106-V), вiд 24 травня 2007 року N 1073-V.
5. Энциклопедия неорганических материалов/И. М. Федорченко, М. П. Браун, М. В. Волощенко и др./Под ред. И. М. Федорченко. - Киев, 1977.- Т. 2.- 813с.
6. Никифоров В. М. Технология металлов и других конструкционных материалов. - Санки-Петербург, Политехника, 2000.382 с.
7. Материаловедение и технология металлов/Г. П. Фетисов, М. Г. Карпиан, В. М. Матюшин и др. - М.:Высшая школа, 2001.640 с.
8. Большой энциклопедический словарь политехнический/А. Ю. Ишлинский, А. Ф. Белов, В. Г. Воскобойников и др./Под ред. А. Ю. Ишлинского. - М.:Большая российская энциклопедия, 1998. 656 с.
9. Советский энциклопедический словар/А. М. Прохоров, И. В. Абашидзе, П. А. Азимов и др./Под ред. А. М. Прохорова. - М.:Советская энциклопедия, 1990. 1632 с.
10. Гуляев А. П. Металловедение. - М.: Металургiя, 1977. 647 с.
11. Методичнi рекомендацiї з визначення характерних ознак вiдходiв металургiйного виробництва, ЦМУЛДЕР, 2005.
12. Методичнi рекомендацiї по iдентифiкацiї, класифiкацiї та вiдбору проб i зразкiв металургiйних вiдходiв ливарного виробництва сталi, ЦМУЛДЕР, 2006.
13. Методичнi рекомендацiї по вiдбору проб i зразкiв руд, концентратiв, вiдходiв металургiйного виробництва чорних та кольорових металiв, ЦМУЛДЕР, 2008 р.
14. Для пiдготовки методичних рекомендацiй також використанi висновки, складенi спецiалiстами Центрального митного управлiння лабораторних дослiджень та експертної роботи за результатами дослiджень зразкiв металопродукцiї, що надавались до ЦМУЛДЕР митними органами.
